
摘要:本文主要介绍两用压延机的基本构成和压延厚度控制的原理,具体阐述胶片和帘布厚度测量的主流方法,通过厚度控制策略,实现辊距和轴交叉的调节,确保帘布厚度均匀稳定,提高压延装置的使用效率,节省天然胶用量。
1 四辊压延机介绍
压延机是对混炼好的橡胶进行压实、延展的机器,在橡胶塑料机械中压延机属于重型高精度机械。橡塑加工在1880年就开始应用S型四辊压延机了。在轮胎生产过程中,纤维或钢丝压延机是关键设备之一。因为两用压延机具有规格大、辊速快、半制品精度高、自动化水平高的优势,所以近年来橡塑行业应用比较多,从而有力地促进了该类设备的发展。
2 四辊压延机结构
压延机主要由辊筒、辊筒轴承、机架、调距装置、传动系统、润滑系统、辊温调节装置、安全装置、控制系统及附属装置等组成。
2.1辊筒及轴承
压延机的辊筒是主要的工作零件。在压延生产过程中,辊筒受横压力及其它作用力影响会产生挠度变形,补充辊筒弹性变形的方法为轴交叉和反弯曲调整法。轴承是支承辊筒正常运转的部件。压延机辊筒在生产过程中,辊筒所受外力和辊筒的重量都要由辊筒两端的轴承来承受。
2.2机架
机架是压延机的骨架,由底座、横梁和机架组成,支撑其它零件承受压延负荷的作用。机架本体通常采用灰铸铁铸造,灰铸铁铸造的机架强度较高、减震性能好。机架在铸造或焊接完成后要进行退火或人工时效或自然时效处理,以消除内部应力,防止在加工过程中或加工完成后产生变形。
2.3 调距与轴交叉装置
压延机的调距装置是调整各辊筒间隙的装置,是控制压延制品厚度的最主要的机构。辊筒轴交叉装置是压延机上常用的补偿辊筒挠曲变形一种机构。调距装置和轴交叉装置以液压系统为主,液压系统通过调整液压油液位实现驱动力的稳定,确保调节系统的高精度操作。
2.4 挡胶板和划气泡装置
压延机的喂料辊缝处设有挡胶板装置,这是一组紧贴辊面并可以沿辊面进行左右移动的机构,其作用是保持物料在挡料板所限定的宽度范围内进行加工;防止辊缝中的物料向辊筒端面溢出。
胶料在压延过程中难免混入空气,遇热膨胀形成气泡,如不及时清除将影响帘布贴胶质量。为消除气泡,一般在压延机的贴合辊上装有划气泡装置,将辊筒上的胶面划破,使气体散出。
3 压延厚度控制及影响因素
四辊压延机从上往下编号为:1#辊、2#辊、3#辊、4#辊,其中1#辊和2#辊压出上胶片,3#辊和4#辊压出下胶片,2#辊和3#辊将上下胶片压贴为帘布,中间夹层为纤维或钢丝。3#辊为定轴转动,其它三个辊筒为轴心可动,辊筒两端带有调距传动装置。
橡胶制品厚度由三种方式来调整:(1)调距装置为机械传动,利用蜗轮蜗杆和丝杠丝母调整各辊筒间隙,是控制压延制品厚度的最主要的机构;(2)轴交叉装置为机械传动,采用蜗轮蜗杆、丝杠丝母和液压油缸,用于精调(或微调);(3)预弯曲(反弯曲)装置为液压传动,用于精调(或微调)。
3.1 厚度控制原理
生产过程中如果胶片的厚度超出上下限或出现楔形(一端厚一端薄),优先手动调整调距装置。分别启动1#、2#、4#辊两端的调距电机,压延机调距装置结构形式如图1所示。
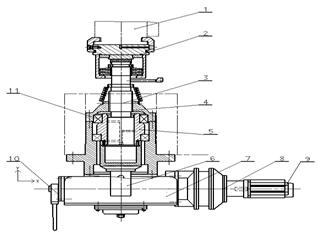
1.轴承体;2.横梁;3螺杆;4.压盖;5.螺母;6.内齿套
7.蜗杆减速机;8.减速机;9.电机;10.棘轮扳手 11.滚动轴承
图1 压延机调距装置
生产过程中如果出现胶片中间厚两端薄,则调整轴交叉装置和预弯曲装置。轴交叉装置安装在1#与4#辊筒轴承体上,当辊筒因负载而产生变形,胶片出现两端薄中间厚时,调节交叉装置来进行一定补偿。预弯曲装置是在辊筒两端的主轴承外侧增加额外的辅助轴承,由油缸提供一个外力使辊筒产生少量的弯曲变形,以补偿辊筒在工作载荷作用下产生的挠度。
3.2厚度影响因素及控制方法
实际生产过程中影响厚度的因素主要有以下几种:⑴由于调距装置和轴交叉装置均采用机械传动,装置控制中存在反向间隙;⑵生产过程中辊筒偏心、轴承磨损、辊筒温度变化和辊筒磨损;⑶生产过程中胶料配方的变化(粘度的变化)、预热工序的温度的变化率、帘线品种规格的变化、喂料摆胶的变化和生产线速度的变化等。
压延机厚度2#辊和3#辊压出贴出帘布(中间夹层为钢丝或帘子布),帘布表面为凹凸不平,测量厚度须经过滤波平均算法才能得出厚度趋势曲线,通过控制2#辊(微调)的调距装置实现帘布厚度稳定。轴交叉和预弯曲装置不要经常调节,这两装置存在机械间隙的反动惯量,变化的形状为不规则弧形,两套装置一般为操作主手人为控制,设备使用2-3个月或大修开机后手动调节,如果控制系统自动调节,产生不合格品会非常多。
胶片的厚度偏差有短期影响因素和长期影响因素,短期因素有不可控特质,一般在设备开机预热或更换规格时发生,包括辊筒温度的剧烈变化、短期速度变化率大和辊筒跳动等因素,一般为3分钟左右。长期因素为可控因素,在压延设备运行稳定后,速度的小幅度变化、帘线规格的变化、环境变化、温度的微调和压延机的动力装置的变化,压延机运行期间长期因素一直存在。有效的厚度控制系统必须在压延主机运行稳定后再投入自动运行,避免在不可控期间运行自动策略,减少不合格品的数量。通过自动调整压延机辊筒调距装置,可以控制长期因素,修正左右两个点的厚度偏差;通过手动控制轴交叉装置和预弯曲装置,可以实现胶片横向厚度偏差,确保中间点和左右两点的厚度相同。
厚度控制系统的目标是保证胶片的厚度稳定均匀,必须准确表达设备当前的运行状态。厚度控制系统提供辊筒温度、线速度、胶片厚度、帘布宽度和帘布的长度等工艺数据,提供良好的可视界面,操作人员依据工艺数据可以正确的做出在线质量控制决定,使操作人员成为质量管理者。厚度控制系统采用滑动平均法计算制品的厚度,采用自动目标优化策略实现胶片厚度的自动控制。自动目标优化策略通过控制调距装置,对辊筒间隙、凸度、交叉度进行微调,确保胶片厚度落在目标区间内。
4 厚度测量类型及特点
目前压延机配套的测厚装置,其工作原理不外空气法、β射线、涡流激光三种方式。常用的空气法和β射线测厚装置为国际品牌,一般与压延机配套生产;涡流激光测厚装置为国内自主研发,以压延测厚改造为主,2014年已经成功配套科米尼奥压延机(新安装)使用,整体设计与设备控制中均已达到国内外先进水平。
4.1 空气法测厚
空气法测厚由两部分组成——电磁测量和空气测量。电磁可以测出传感器到金属表面的距离,空气测量出到非金属的胶片之间距离,二者之差就是被测的胶片厚度。空气为8 kg动力风,在被测物厚度尺寸发生变化时引起气体喷头前的气隙变化,使得气隙传感器的内部压力变化,由气电转换传感器感应其变化,并将其转换为相应的电压或电流信号值,反馈到控制系统中,经二次计算得出实际测量值。传感器在测量物表面通过步进电机拖动来回扫描,电磁探头和空气探头实时测量。
空气法测厚测量精度高,测厚误差仅为0.005mm,在同类产品中精度最高。测厚探头每40分钟回基点自动较准一次,减少人工操作。测厚系统控制算法可以自学习,用户可将一段时期内的控制流程下载到系统中,系统自动记录用户的控制策略,形成自适应的控制逻辑,自动执行控制流程。空气法测厚装置使用动力压缩空气测量厚度,压延机产生的胶烟和高温对测量精度没有影响。
空气测厚为非接触扫描测量,只能控制左右两个辊距电机,保证左右两边的厚度,如果控制轴交叉装置,帘布厚度超标非常多,不合格品长度无法保证。空气测厚需要清洁纯净的压缩空气,必须经常清理空气装置探头,设备使用和保养要求较高。空气测厚系统中多为意大利原产的控制板和高精度机加工件,设备一旦发生故障,设备维修周期长,目前在国内没有固定的售后维修机构,需要意大利原厂工程师赴现场解决,费用较高。
4.2 β射线测厚
射线测厚利用β射线在穿透物质时能量被吸收的原理进行测量。射源与探测器位于被测物同一边,射线穿过被测物经辊筒反射后再被探测器(电离室)接收,射线进入电离室内,电离室内气体被电离,输出电离电流经过放大器放大,转变为电信号,由控制系统接收,二次运算得出被测物厚度。
射线测厚可以选择扫描或固定式测量,测量精度为0.01mm,需要定期手动标定,可控制上下胶片左右两边和中间厚度。控制算法中采用特征控制和自适应控制算法两种,引入压延速度做为加减速补偿。钢丝帘布因胶中有钢丝,射线不易穿透钢丝,测量不稳定,只能加大射线强度,因此对于防护装置要求较高。β射线与物质的密度成比例,安装在帘布卷取前可测量帘布的重量,二次计算后可以得出每卷帘布的覆胶量,对于评估材料的投入产出意义很大。
射线测厚系统投入运行前必须取得当地环评的许可,生产维护人员需要安全培训,佩戴剂量吸收笔,定期监测射线泄漏剂量,确保安全生产。射源在使用过程中有能量衰减,需要定期标定和能量调节,通过加大电离放大器的高阻阻值,确保测量精度。射源在当地环评备案后,一旦设备需要报废或拆除,射源的保存必须经环评部门批准,因为射源半衰期内对环境和人体损害很大,需要专业方法处理。
4.3 涡流激光测厚
涡流激光测厚由两部分组成——电涡流测厚和和激光测厚。电涡流传感器测量上下胶片厚度,电涡流传感器的体积小、安装方式简单,可满足压延机压延辊之间空间有限的现场情况。激光传感器测量帘布厚度,采用两只传感器对射扫描测量。
电涡流传感器通电工作时产生高频电流,高频电流通过绕组线圈所产生的磁场,磁场感受压延辊筒位置的变化,将变化的位置转换成电压或电流。电涡流传感器定点测量,在生产过程中辊距调节引起辊筒位置变化时,传感器总成自动调节保证滚轮始终与被测物紧密接触,传感器输出随被测物厚度的变化成线性输出,通过零点和实测值二次计算出胶片的厚度。涡流测量不受油、灰尘、油污、高温影响。传感器带有屏蔽,安装不需要考虑受到金属电磁干扰。传感器总成接触胶片表面,辊轮表面经高精度特殊工艺处理,对于PCR和TCR的胶片均无粘连附着。
激光测厚技术是依据激光传感器测距原理延伸而来的功能应用。其测量原理是:由伺服电机带动上下一对相对位置同步的激光传感器做往复运动,激光传感器根据被测物表面高度变化,通过几何计算出测物厚度值。
涡流测厚精度为0.01mm,激光测厚精度为0.02mm。涡流测厚校准由标准校准塞尺完成,激光传感器校准由标准校准块、标准厚度板完成。激光测厚系统配备标准量块,每次扫描到末端,系统自动标定,消除机械间隙误差;同时配备恒温防胶烟装置,使传感器处于正常工作环境中,确保测量精度。
胶片左右两点厚度可调节,系统自动控制1#、4#辊左右两个辊距电机,通过PI算法和补偿策略保证胶片和帘布厚度纵向均匀。胶片与帘布的厚度横向稳定通过操作主手人为调节(轴交叉和预弯曲),系统提供厚度实时测量值做为参考依据。涡流激光测厚系统核心传感器为德国品牌,所有元件均为国内外标准产品,备件易于购买,维修成本低。
5 结束语
随着压延生产线制造水平的不断提高,压延制品精度满足工艺要求已不是问题,控制制品厚度在下限区域,节约胶料成本,每年可为用户创造很大的利润空间,所以安装制品厚度在线检测、控制系统是势在必行。随着市场对轮胎品质的要求不断提高,对半成品的过程检测和控制也越来越受到生产企业的重视。
(张占兴 张传照)
(北京沃华创新科技有限公司;安徽佳通轮胎有限公司)